
Las características nutricionales de un ensilaje deben ser lo más parecidas posibles a las del forraje original. No obstante, el proceso de ensilado puede conducir a la degradación excesiva de proteínas y pérdida del valor nutricional. La inoculación de ciertas bacterias ácido lácticas es una medida eficaz para evitar esto, pero distintos factores pueden afectar su viabilidad. Un estudio reciente responde 2 importantes preguntas: ¿por qué disminuye la viabilidad de las bacterias en los estanques de inoculación y cómo podemos prevenirlo?
El ensilaje es una técnica de conservación de forrajes con un alto contenido de humedad, basado en la fermentación de carbohidratos solubles a ácidos orgánicos, preferentemente ácido láctico, bajo condiciones anaeróbicas. Con esto se busca básicamente disminuir el pH del forraje ensilado lo más rápido posible, con el objetivo de lograr su estabilización y conservación en el tiempo.
El éxito en su confección se basa en reducir al mínimo las pérdidas de nutrientes del forraje original. Sin embargo, desde el corte de la pradera hasta la estabilización del ensilaje, hay una serie de cambios bioquímicos que pueden influir positiva o negativamente en el contenido de materia seca (MS) y energía, así como también en la calidad y disponibilidad de la proteína. De hecho, en relación con el valor proteico, el proceso de ensilado no modifica el contenido de proteína cruda (PC), pero puede afectar drásticamente la naturaleza de los compuestos nitrogenados como consecuencia de la degradación de proteínas o proteólisis.
Dos de los principales elementos que participan en la proteólisis en un ensilaje son las enzimas contenidas en las células vegetales (proteasas) y la presencia de microorganismos proteolíticos. Inicialmente son las proteasas de las plantas las responsables de hidrolizar las proteínas a péptidos y aminoácidos, los que posteriormente pueden ser degradados por la actividad microbiana, especialmente de clostridios y enterobacterias, en los ensilajes mal preservados. Esto conduce a la producción de amoníaco (NH3) y un importante aumento en la proporción de nitrógeno soluble, los cuales no tienen ningún valor alimenticio y pueden ser perjudiciales para el animal, dando lugar a una disminución en la producción (Figura 1).
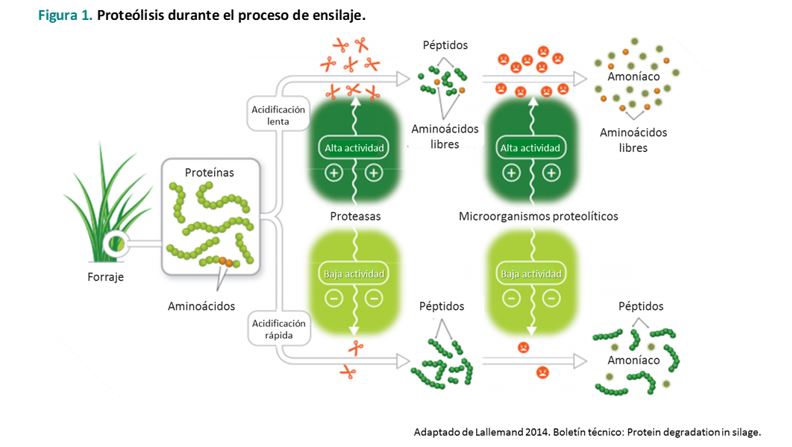
Es por esto que, tanto las proteasas como la actividad microbiana, tienen que ser inhibidas tan rápido como sea posible después del corte del forraje para mantener la proteólisis al mínimo. Afortunadamente, la implementación de ciertas prácticas al confeccionar los ensilajes nos ayuda a conseguir una mejor fermentación y, por ende, una menor pérdida de proteínas:
La inoculación de los ensilajes de pradera con bacterias ácido lácticas (BAL) específicamente seleccionadas, se realiza para controlar el patrón de fermentación y restringir el crecimiento extensivo de BAL no deseadas, mejorando con esto la conservación del forraje. Esto se debe a que la fermentación natural, realizada por BAL presentes en pequeñas cantidades en las plantas, puede resultar en una mezcla de varios ácidos orgánicos en vez de una fermentación dominada por ácido láctico, que es lo que nos interesa conseguir en este tipo de ensilajes. Por otra parte, los inoculantes proporcionan un beneficio sustancial al reducir el riesgo de crecimiento de otros microorganismos nocivos, tales como los clostridios, gracias a la rápida disminución del pH. Todo esto se traduce finalmente en una mejor calidad nutricional del ensilaje.
En cuanto al tipo de bacteria a inocular, se ha demostrado que Lactobacillus plantarum es uno de los microorganismos más eficientes en producir ácido láctico, reducir el pH rápidamente y disminuir la producción de nitrógeno amoniacal. Por estos motivos su uso, ya sea sólo o en combinación con Pedicococcus acidilactici o Enterococcus faecium, es considerado como la mejor alternativa para suplementar la microflora epífita de las praderas destinadas a ensilajes e iniciar una rápida fermentación ácido láctica.
No obstante, diversas variables tienen el potencial de influir en la forma en que un inoculante funciona, dentro de las que se encuentran las condiciones de almacenamiento antes de su aplicación, el contenido de humedad del forraje al momento de ensilar, las características del agua empleada para su dilución y una correcta mezcla y distribución. Además, inocular una cantidad adecuada de microorganismos viables es uno de los factores más importantes que afectan la probabilidad de obtener beneficios al usar estos productos. Diversas investigaciones se han realizado recientemente en torno a la viabilidad de las BAL, algunas de las cuales han arrojado resultados muy interesantes.
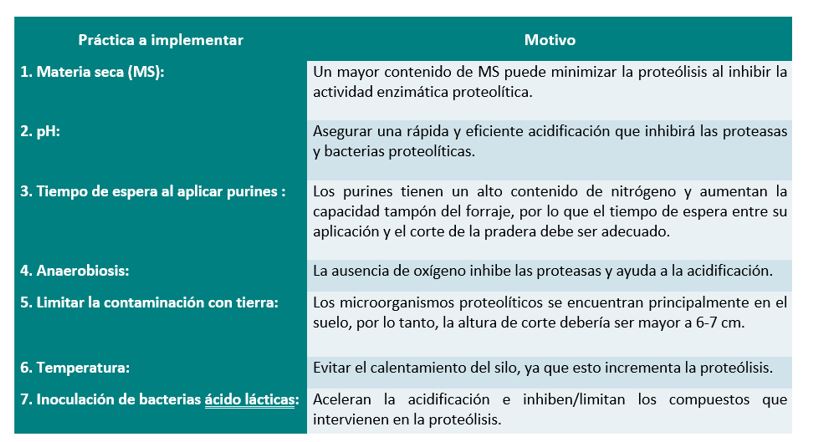
Windle y Kung (2016) evaluaron la relación entre la cantidad de BAL en estanques empleados para aplicar los inoculantes y diversas variables que podrían perjudicar su viabilidad. Para esto obtuvieron muestras de la mezcla de agua-inoculante en 53 estanques y determinaron la cantidad de BAL viables, pH y temperatura del agua, así como también la temperatura ambiente al momento del muestreo y el tiempo que las mezclas habían permanecido en los estanques. El número de BAL se reportó como la diferencia entre el recuento de bacterias medido en las muestras y la cantidad esperada de bacterias, calculada a partir de la dosis recomendada y el nivel mínimo de garantía de los distintos inoculantes. Esta diferencia fue denotada como ΔM−E (log ufc/mL).
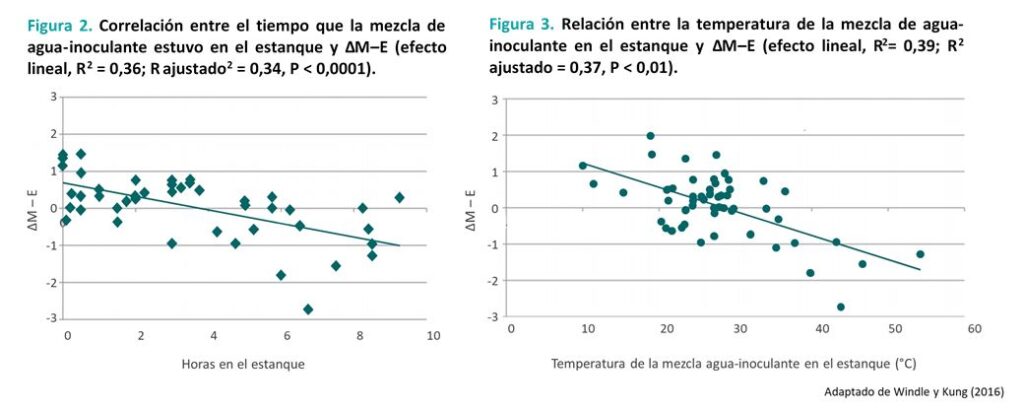
Los resultados indicaron el tiempo que el inoculante permaneció en el estanque previo a su aplicación afectó la viabilidad de las BAL (Figura 2). Es así como en el transcurso de 10 horas se determinó que ΔM−E sería de casi -1. Para un inoculante que recomienda una tasa de aplicación final de 100.000 ufc/g de forraje un ΔM−E perfecto sería 0, mientras que un ΔM−E de aproximadamente -1 equivaldría a una tasa de aplicación teórica de tan sólo 10.000 ufc/g. Por otro lado, la temperatura de la mezcla agua-inoculante fluctuó entre 10 y 54,2°C y también se correlacionó negativamente con la cantidad de BAL viables (Figura 3). En este caso, cuando el ΔM–E era de -0,3, la tasa de inoculación final del producto era 50% menos que la dosis teórica sugerida. 30% del total de muestras en el estudio se encontraron en esta categoría. Además, 7 de las 10 mezclas cuya temperatura fue superior a 33,3°C tuvieron valores de ΔM–E inferiores a -0,3, mientras que en 7 de las 8 mezclas cuyo ΔM–E fue menor o igual a -0,95 la temperatura del agua fue mayor a 35°C.
Otro dato interesante que se obtuvo en esta investigación es que la temperatura ambiente no tuvo ningún efecto sobre la viabilidad de las BAL y otros parámetros evaluados, por lo que los autores concluyeron que la elevada temperatura del agua en los estanques no se debería a la absorción del calor del sol o a la temperatura ambiente. Según sus observaciones esto estaría determinado por la captura de calor directamente desde las choppers, lo que dependería de la ubicación de los estanques al momento de confeccionar el ensilaje.
En resumen, es fácil olvidar que los inoculantes bacterianos son organismos vivos y frágiles, que pueden morir estresados por calor. Sin embargo, una disminución en el número de BAL viables hace que estos productos pierdan su efectividad, afectando la calidad final del ensilaje y constituyendo una pérdida de la inversión. Por estos motivos, es importante limitar la absorción de calor de los estanques utilizados para aplicar los inoculantes desde las chopper, ya sea manteniendo el tiempo de confección del ensilaje al mínimo posible y/o considerando la ubicación de los estanques, así como también monitorizar la temperatura de la mezcla agua-inoculante para asegurarse de que no exceda los 35°C.